
ISO 14310 & API 11D1 Validation Grades: V6 to V0 Explained
Many engineers assume a higher V-number means a tougher packer. It is the opposite. Under ISO 14310 packer validation grades, the scale runs from V6, the minimum, down to V0, the most demanding gas-tight grade — so a lower number means more severe testing, not less. For anyone just trying to understand the basics, that inversion is where most confusion starts.
Many engineers assume a higher V-number means a tougher packer. It is the opposite. Under ISO 14310 packer validation grades, the scale runs from V6, the minimum, down to V0, the most demanding gas-tight grade — so a lower number means more severe testing, not less. For anyone just trying to understand the basics, that inversion is where most confusion starts.
ISO 14310 and its API equivalent, API Specification 11D1, define how packers and bridge plugs are validated. The current 2008 edition specifies seven design-validation grades from V6, the minimum supplier-defined level, to V0, the most demanding grade requiring a bubble-tight gas seal. A lower grade number means more severe testing, not less.
ISO 14310 vs API 11D1: The Standards Behind the Grades
ISO 14310 is the international standard for downhole packers and bridge plugs, covering selection, design, validation, and testing. API Specification 11D1 / API Q1 is the API national adoption of that same standard (ANSI/API 11D1, ISO 14310:2008 modified), which is why the two are functionally equivalent.
The current edition is ISO 14310 :2008, which supersedes the 2001 version. Both establish a minimum parameter set a manufacturer must meet to claim conformity, structured as tiered rankings for two separate things: quality control and design validation.
If you need to explain this to non-technical stakeholders, the framing is simple: these standards turn a vague claim like "high-quality packer" into a specific, testable grade that any operator can verify. One important accuracy note — the 2001 edition listed six grades (V6 to V1) plus a special V0, while the current 2008 edition folds V0 into a single seven-grade scale from V6 to V0.
Design Validation Grades: V6 to V0
Under ISO 14310:2008, design-validation grade V6 is the minimum, with the manufacturer defining the method. Testing severity increases as the number decreases: grades V5 through V1 add liquid pressure, axial loads, and temperature cycling. V0 carries the same parameters as V1 but permits zero gas leakage, the highest seal-integrity classification.
Across every grade, the test baseline is the same: the packer is set in its maximum rated casing inner diameter at the maximum recommended operating temperature, with the minimum packoff force or pressure the manufacturer specifies. What changes between grades is how much is then demanded of it.
V6 is the floor — a manufacturer-defined validation for products that do not meet the V0 to V5 criteria. From V5 through V1, the standard progressively adds liquid pressure to maximum differential, axial loads in tension and compression, and temperature cycling. V1 is the highest grade tested with liquid; V0 then applies the same parameters but switches the test medium to gas and demands zero leakage.
| Grade | Test medium | Axial loads | Temp cycling | Seal criterion |
| V6 | Manufacturer-defined | Manufacturer-defined | Manufacturer-defined | Minimum; method set by manufacturer |
| V5–V2 | Liquid | Added progressively | Added progressively | Liquid pressure hold |
| V1 | Liquid | Tension + compression | Yes | Highest liquid-tested grade |
| V0 | Gas (nitrogen) | Tension + compression | Yes | Zero gas leakage (bubble-tight) |
Quality Control Grades: Q3 to Q1
ISO 14310 and API 11D1 grade equipment on two independent axes. Design-validation grades (V6 to V0) describe how rigorously a design was tested. Quality-control grades (Q3 to Q1) describe the manufacturing inspection level, with Q3 the minimum and Q1 the highest. A product carries one grade from each axis.
The Q-axis is the one most spec sheets gloss over. Q3 is the minimum, reflecting industry-minimum inspection practice. Q2 increases the requirement and allows sampling to verify conformance. Q1 is the highest, with the most thorough inspection and manufacturing verification.
Because the two axes are independent, a product is described by both — for example, V0/Q1 means a gas-tight design validation paired with the highest quality-control level. Under API 11D1, design verification itself draws on design reviews, calculations, comparison with similar proven designs, and historical operating records, with results approved by a qualified person and retained in the design documentation.
How V0 Testing Works
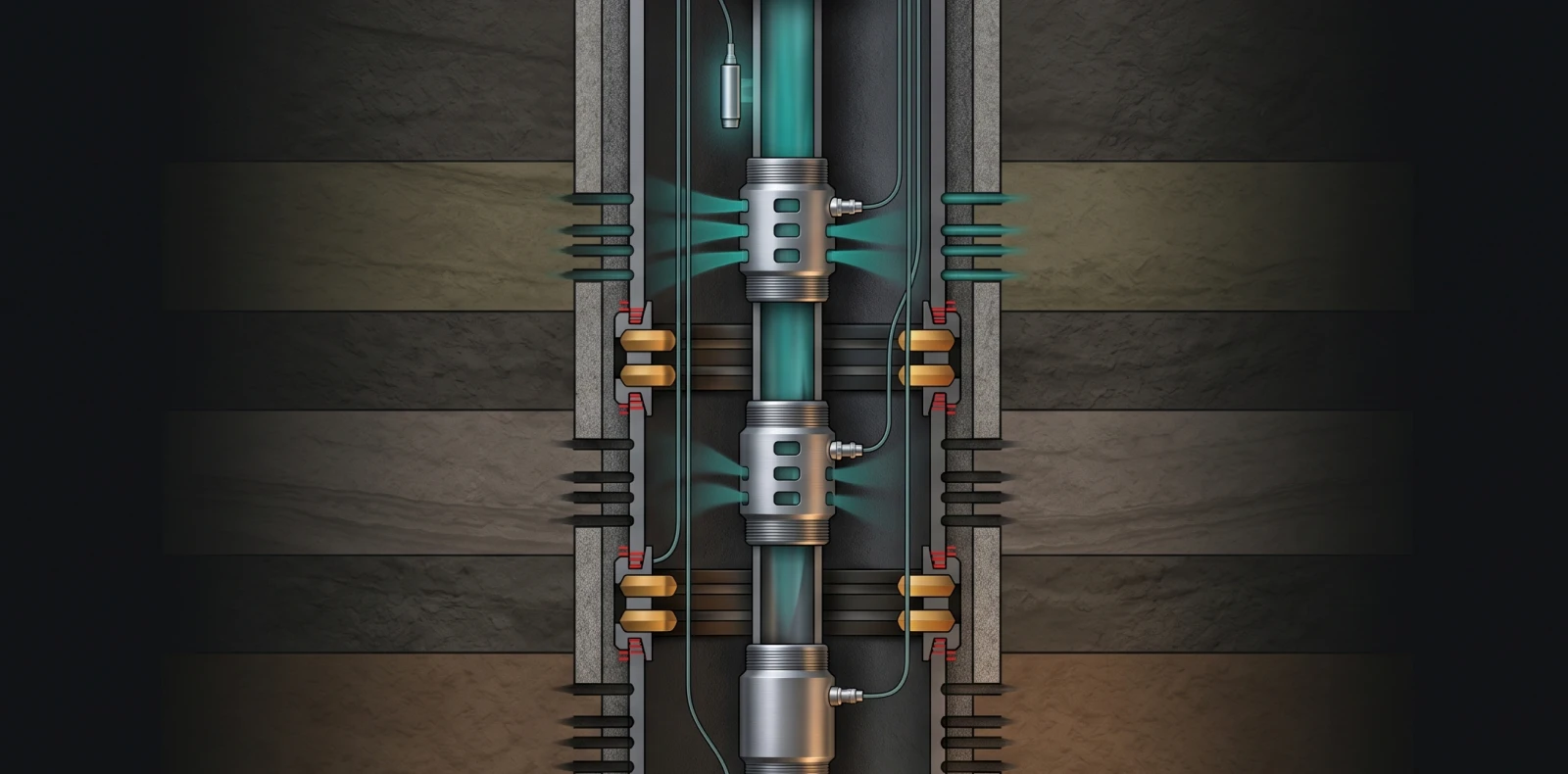
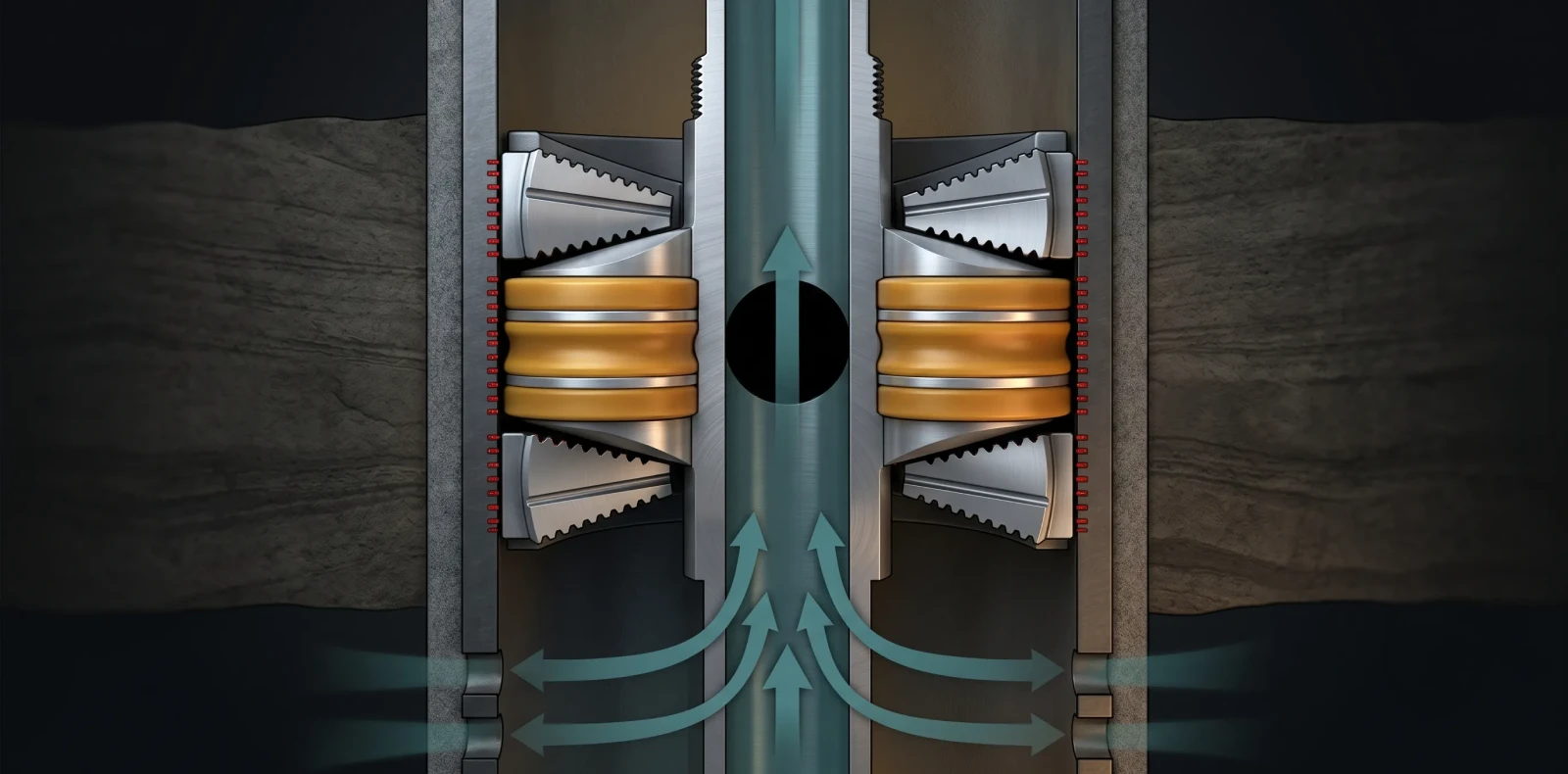
V0 validation tests a packer set in its maximum-rated casing inner diameter at maximum rated temperature, using gas — typically nitrogen — as the test medium rather than liquid. The packer must hold differential pressure through reversals and temperature cycles with zero gas bubbles observed during the hold period to pass.
The defining feature of V0 is the test medium. Where V1 and lower grades use liquid — water or hydraulic oil — V0 uses gas, typically nitrogen, because gas finds leak paths that liquid does not. That single change is what separates a gas-tight packer from a merely liquid-tight one.
The sequence is demanding. The packer is set in its maximum-rated casing inner diameter at maximum rated temperature, then taken to maximum differential pressure and subjected to pressure reversals and temperature cycles. To pass, zero gas bubbles may be observed during the pressure-hold period — the bubble-tight criterion.
This matters most in high-stakes service. HPHT is defined roughly at 15,000 to 20,000 PSI and 350 to 450 deg F, with ultra-HPHT above those thresholds. V0 qualification has been demonstrated into ultra-HPHT territory — technical papers indexed on SPE / OnePetro document V0 packers qualified to conditions such as 470 deg F and 20,000 PSI.
Need expert guidance on the right solution?
Talk to our engineers about your project requirements.
Why It Matters — The Maximus OIGA Perspective
Understanding the grade system is one thing; verifying a vendor's claim is another. As an ISO 14310 certified Maximus OIGA manufacturer— also holding API Q1, ISO 9001, API 11D1, 19LH, 19AC, 5CT, and 14L — Maximus OIGA tests its completion hardware against exactly these grades and documents the results.
The differentiator is transparency. Maximus OIGA validates completion hardware in an in-house facility rated to 500 deg F and 15,000 PSI with real-time sensor monitoring, and supplies published test data alongside material test reports and inspection and test certificates with every shipment. The aim is to let an engineer confirm a V0 or V3 claim against documented evidence, not a logo.
Common Misconceptions
Myth: V6 is the best grade. V6 is the minimum; V0 is the most demanding. Lower number, more severe testing — the scale is inverted relative to intuition.
Myth: V-grade and Q-grade are the same thing. The V-grades describe design validation (how rigorously the design was tested); the Q-grades describe quality control (the manufacturing inspection level). They are independent axes, and a product carries one of each.
Myth: V0 just means a higher-pressure water test. V0's defining feature is a gas — nitrogen — bubble-tight test, not liquid. And a final myth, that ISO 14310 and API 11D1 are different standards: API 11D1 is the API national adoption of ISO 14310:2008, so they are equivalent.
Frequently Asked Questions
What is the difference between ISO 14310 and API 11D1?
ISO 14310 is the international standard for packers and bridge plugs, and API 11D1 is API's national adoption of it (ANSI/API 11D1, ISO 14310:2008 modified). They are functionally equivalent, sharing the same design-validation grade system (V6 to V0) and quality-control grades (Q3 to Q1). API 11D1 is the version most often cited in API-monogram and US or operator procurement contexts, and a V0 claim under one is recognized under the other.
What is the V0 rating for packers?
V0 is the most demanding design-validation grade under ISO 14310 and API 11D1. It requires a bubble-tight gas seal, tested with nitrogen rather than liquid, with zero gas leakage allowed during the pressure-hold period. It uses the same load and temperature parameters as V1 but adds the zero-gas-leak acceptance criterion, which is why it is specified where gas-tight integrity is critical, such as gas wells and HPHT applications.
Is V0 the highest or lowest validation grade?
V0 is the highest, most demanding grade; V6 is the lowest, a supplier-defined minimum. The scale runs from V6 down to V0, and testing severity increases as the number decreases. A common misconception is that a higher number means a tougher grade — it is the reverse. The current 2008 edition lists seven grades from V6 to V0.
What is the difference between V grades and Q grades?
V grades (V6 to V0) describe design validation — how rigorously the design was tested. Q grades (Q3 to Q1) describe quality control — the manufacturing inspection and verification level. The two are independent, so a product carries one grade from each axis, such as V0/Q1. Q3 is the minimum quality grade and Q1 is the highest.
Next Steps
Knowing what V0 and Q1 mean lets you read a spec sheet with confidence and hold a supplier to documented evidence. Maximus OIGA tests its completion hardware to these grades and publishes the data behind its claims. Explore the full Maximus OIGA manufacturer range and request the test records to verify for yourself.
Related Blogs



More Information
Related News & Insights
Intelligent Well Completion: Technologies, Market Trends & Equipment Guide
Imagine adjusting flow from each zone of a multi-zone reservoir in real time, from surface, without ever sending a rig downhole. That is the promise of intelligent well completion, and for an engineer just trying to understand the basics, the concept is more concrete than the marketing suggests once you see how the pieces connect.
June 8, 2026
Oil & Gas Equipment Companies in India: Manufacturer Directory 2026
Navigating India's oilfield equipment landscape is challenging without a comprehensive directory, and procurement teams asking "who are the best manufacturers for this?" often lose weeks to vendor research. This directory profiles the key oil and gas equipment companies in India with verified capabilities, so you can build a qualified shortlist faster.
June 8, 2026
Liner Hanger Types & Selection: Complete Engineering Reference
What type of liner hanger does your well design require? The answer depends on setting depth, liner weight, and whether hydraulic or mechanical actuation suits the hole. For an engineer just trying to understand the basics, the liner hanger types break down into three categories — and knowing how they differ is the first step toward specifying the right one.
June 6, 2026
Packer in Well Completion- Functions, Types & How to Select the Right One
Packers are installed in nearly every cased-hole completion worldwide, yet the packer in well completion remains one of the most consequential pieces of downhole hardware to understand. For anyone just trying to understand the basics, the packer is the component that makes controlled production possible by sealing the space between the tubing and the casing.
June 6, 2026
Swellable Packer Applications- Open Hole, HPHT & Water Shutoff Guide
When an operator needs to isolate an open hole section in a horizontal well without cementing, swellable packer applications offer the most direct route to a reliable annular seal. Across open hole zonal isolation, multistage fracturing, and water shutoff, the swellable packer has become the interventionless tool completion engineers reach for when running cement or mechanical packers is impractical or costly
June 6, 2026

How to Choose an Oilfield Equipment Supplier A Procurement Guide
Choosing the wrong oilfield equipment supplier does not just waste procurement budget; it risks downhole failures that cost ten times the equipment price. Knowing how to choose an oilfield equipment supplier means looking past the catalog and the quotation to the evidence that a vendor can actually deliver safety-critical completion equipment. Procurement engineers who get this right treat the decision as risk management, not purchasing
June 6, 2026

Top Downhole Tool Manufacturers & Suppliers 2026 Global Guide
The global downhole tools market exceeds 5 billion US dollars annually, and the list of companies claiming to serve it is far longer than any procurement team has time to vet. This guide narrows the field: it covers how to evaluate a downhole tool manufacturer, then profiles the global majors, the India-based OEMs, and Maximus OIGA — fairly, with real pros and cons, so you can build an RFQ shortlist without months of vendor research.
June 6, 2026

Sliding Sleeve Applications in Well Completion Types & Selection Guide
Sliding sleeves have evolved from simple open/close mechanisms into precision multi-zone flow control devices, and understanding their applications is now central to modern well completion design. This guide covers what a sliding sleeve does, the main types, real downhole applications, and how to select the right one — written for engineers trying to understand the basics and go a level deeper, not for a sales pitch.
June 6, 2026

Bridge Plug Setting Procedure Step-by-Step Guide for Wireline Operations
How do you properly set a bridge plug using wireline? This step-by-step procedure covers tool string assembly, depth correlation, setting tool activation, and pressure testing for confirmed well isolation. It is written for field engineers who need the exact sequence right the first time, with 200+ Maximus OIGA installations across India, the Middle East, and Southeast Asia behind it
June 6, 2026

HPHT Completion Equipment: Packer & Tool Selection for Extreme Conditions
HPHT wells operating above 300°F and 10,000 PSI require completion equipment rated 2–3× higher than standard applications, with materials and seal designs qualified for the conjunction of pressure and temperature. HPHT completion equipment refers to the packers, bridge plugs, liner hangers, subsurface safety valves, and flow control accessories validated for those conditions. This guide covers how the industry classifies HPHT wells, which equipment categories belong in an HPHT string, how elastomer and metal-seal selection drives performance, and what API and ISO standards engineers cite when verifying ratings.
May 19, 2026